


认证领域:
GB/T 19001-2016 / ISO 9001:2015 质量管理体系
GB/T 45001-2020 / ISO 45001:2018职业健康安全管理体系
GB/T 24001-2016 / ISO 14001:2015环境管理体系
审核时间:2021.09.08- 2021.09.10
审核成员:陈巍玲(组长)、郑建德、杨建
一、案例背景
本案例取自浙江中亚仪表有限公司的审核,本次审核重点关注组织在质量、环境和职业健康安全管理体系运行过程中,对产品关键零件加工涉及的设备能力管理提出改进要求,以提高产品合格率,降低产品质量成本,减少零件报废造成的资源浪费。组织通过对审核发现的不符合进行整改,对设备能力的控制与资源消耗的相互影响有了进一步认识,促使组织充分理解有效控制设备过程能力与环境管理体系有效运行的关联性,以提高到管理体系的运行绩效。
本次审核范围Q/E/S:流量仪表(金属刮板流量计、三转子流量计、旋进旋涡流量计)浮球液位控制器、自力式差压调节器、体积管的设计制造。
产品工艺流程:研发设计--原材料购入—机加工—铸件(外包)—组装—装配—检验/检定—包装—入库。
审核类型为质量、环境和职业健康安全管理体系再认证。
二、组织简介
浙江中亚仪表有限公司创建于1976年10月,是流量仪表、流量测量装置和液位仪表的研发生产的专业厂家,2015年和2016年先后被评为浙江省科技型企业和温州市科技型企业。
1990年初,时任国务院总理朱镕基进行温州地区乡镇企业调研时,专程到该企业进行现场考察,指出了企业未来发展方向并寄予厚望。公司始终秉承以“用户第一”为宗旨,重视产品质量和产品升级换代,LBJ系列金属刮板流量计、三转子流量计为引进美国Smith公司技术,产品性能稳定,2001年通过浙江省级新产品技术鉴定,达到国内同类产品领先水平,列为可替代进口的优质产品。
三、审核策划
1、关注体系的运行绩效:审核组通过查阅相关控制准则、运行记录和现场巡视收集审核证据,对组织经营绩效、各过程控制有效性、环境因素和危险源的控制情况进行综合评价。
2、关注产品的质量控制:了解组织产品的结构特点和工艺方法,对加工过程的关键环节和质量控制情况重点关注、对涉及的生产设备能力、工艺执行情况,尤其对产品关键零件加工过程控制效果进行深入探究,对过程符合性作出正确判断。
3、充分发挥专业特长:本次审核组有2名专业审核员,根据各自的专业能力以及对相关领域的熟悉情况进行合理分工,对生产现场的工艺过程、涉及的环境因素和危险源的识别和控制情况进行检查,力求获取有价值的审核发现。
四、审核发现
1、审核发现与沟通
现场巡视和查阅相关资料了解到,组织生产的主要产品为金属刮板流量计,该产品由内壳体、凸轮、转子、主壳体、端盖等主要部件组成。转子与壳体内腔采用间隙配合,尺寸公差和形位公差要求较高;并且产品的批量小,品种多,零件尺寸较大,因此,该组织采用传统的金加工设备进行加工,该企业对审核范围的产品生产经验丰富,工艺过程较为成熟。与生技部管理人员沟通时了解到,组织尽管对影响产品精度的内壳体、转子、上下端盖等关键零件的加工一直作为关键过程控制,但是加工质量不够稳定、不合格品时有发生。
审核组在金加工车间巡查时,看到正在加工DN150金属刮板流量计内壳体,查看产品图纸,其中内壳体尺寸要求为φ3620+0.057、形位公差◎φ0.040、 0.025、零件加工精度要求较高。于是审核组询问生技部主管:设备是否能保证零件的加工精度要求、设备的能力确认是否有规定并按规定执行?生技部主管回答:没有规定,一般不进行设备能力确认,发现问题时再检查设备精度。进一步查看零件的加工检验记录,发现近几个月因尺寸和加工精度超差,零件报废时有发生,报废价值较高;但组织对零件的设备管理、加工工艺方面并无具体的整改措施。
对此,审核组对组织因设备过程能力不足产生的质量损失未进行有效控制,造成零件报废导致的资源浪费情况,开具了不符合报告。针对此审核发现,审核组对组织设备管理规定、工艺文件、不合格品控制、体系运行检查等方面给予高度关注,通过查阅资料和深入交流发现,组织在体系运行中还存在以下问题:
(1)产品工艺文件不完善,对关键零件的工艺要求未及时修订,尤其对关键零件的加工规范性和合理性关注度不够,影响加工精度的工艺要求未列入工艺文件。
(2)生产设备日常检查,忽视设备过程能力管理,未制定明确的和检查要求。
(3)环境和安全运行控制程序,对主要设备过程能力不足导致的废品及质量损失的发生未关注,无明确的控制要求。
因此,审核组就本次审核发现向组织提出了整改要求和建议。
2、不符合原因分析、纠正措施
审核组针对审核发现的不符合与企业的相关人员进行了探讨和交流。
从产品专业层面可知,金属刮板流量计壳体内腔以及上下端盖之间是形成计量室的关键空间,尺寸精度和形位公差是影响产品总体质量的关键的因素。因此,加工高精度的零部件的设备能力不容忽视。
从机械加工的装备能力而言,设备的能力一般指设备在没有人工干预的情况下,保持产品质量稳定性的能力,设备能力越强,重复性和稳定性越好。对于加工精度要求较高的零件,使用普通车床加工,那么,设备主轴跳动度、床身导轨与主轴平行度、主轴中心线与刀架中心线的偏差等,对加工尺寸的精度和形位公差的符合性有重要影响。
另一方面,对企业产品而言,产品内壳体的外形尺寸较大、尺寸精度和形位公差要求较高。图纸明确要求零件的不同轴度◎φ0.040、不圆柱度 0.025、内孔尺寸公差0-0.057,况且,整体装配要求内壳体与转子刮板间隙需严格控制在0.05mm以内。

(图1)内壳体零件图
由形位公差理论可知,不同轴度的定义为:在给定长度内,包容被测轴心线并与基准轴心线同轴的圆柱的最小半径为不同轴度误差;不圆柱度的定义为:包容实际面的两同轴圆柱面且半径差为最小值为不圆柱度误差。
由此可见,若确保加工零件的尺寸公差、形位公差满足设计要求及产品的总体质量符合性,设备能力是满足加工要求的关键要素。换言之,只有对设备能力进行确认和精度调整,才能保证合格率,控制不良品和废品产生,有效控制产品质量成本、减少原材料异常浪费。
从组织产品的性能方面分析,内壳体与刮板、上/下端盖尺寸和形位公差超差、装配间隙不合格等,将造成刮板与壳体碰撞产生噪音、计量数据不准确、泄漏量大、卡死等情况。
因此,确保内壳体、上下端盖、转子等关键零部件加工精度的符合性,应对设备能力进行有效管理,以达到降低产品质量成本、节约资源、提高产品质量、改善和提高环境管理体系运行的有效性,以取得良好运行绩效。
五、整改措施及效果
通过充分的沟通和交流,企业对审核组提出的不符合项和整改要求,高度认同并积极进行纠正和整改,所涉及的纠正措施和形成的资料,包括:
1)责成生技部修订《机械加工工艺过程卡片》,对加工工艺进行改进完善;
2)生技部牵头制定“设备能力确认管理规定”、对加工关键零件的设备进行全面的精度检查,并保持设备能力确认的相关记录;
3)对用于设备精度校准的校验棒,制定关于校验棒的精度检查、保管和记录控制要求。
4)修订补充《程序文件》相关内容、将设备过程能力检查纳入日常运行检查范围内,确保设备能力符合规定要求。
组织通过制定系统的整改方案和整改后,由质量损失金额和废品率下降情况的数据分析可见,产品质量控制取得了明显的改进成效。2021年5-8月与2021年9-12月整改后,关键零件废品数量、报废总损失、关键零件的报废率大幅度减少,组织因设备过程能力管理等存在的不足所产生的质量成本和资源浪费,在进行整改后得到了有效控制。
六、审核对于组织运行绩效的影响
1、2021年5-8月与2021年9-12月报废损失统计

说明:(1)不合格品为铸件砂眼、气孔造成,未列入报废价值。
(2)整改后,转子报废1件,因人为操作失误造成尺寸超差报废。
2、通过纠正和纠正措施的实施,2021年9-12月,经过4个月的跟踪验证,因设备过程能力不足导致的报废损失与2021年5-8月对比显示,报废数量由整改前的14件,下降至1件,废品得到有效控制,降幅明显,减少了原材料和资源浪费,同比情况如下:

(图2) 整改前后4个月质量损失同比情况
3、2021年9月份开始按要求整改并进行设备能力管控后,连续4个月因零件报废造成的总损失降低至3500元,与2021年5-8月的报废损失相比下降了33000元,下降幅度为90.41%。

(图3) 报废损失统计情况
4、2021年5-8月关键零部件加工总数为280件,因设备能力不足造成的报废数14件,报废率为总加工数的5.0%;2021年9-12月整改后,关键零部件加工总数为190件,因设备能力原因造成的报废数为1件,报废率为总加工数的0.50%,整改后取得的成效明显。

(图4)加工总数与报废数之比
5、修订机械加工工艺要求
对关键零件加工工艺要求,在工艺过程卡中明确了加工前用校验棒进行设备精度检查的要求,并固化在工艺文件中。

(图5)加工工艺过程卡片
6、制定设备能力确认管理要求
根据产品的加工需要制定了《设备(车床)能力确认管理规定》,将设备能力管理纳入常规化和制度化,对校验棒进行常态化精度检查,并规定精度要求达到0.02mm,每根检测不少于6个点,对校验棒适时进行更换,保留检测记录。

(图6)设备能力确认管理规定
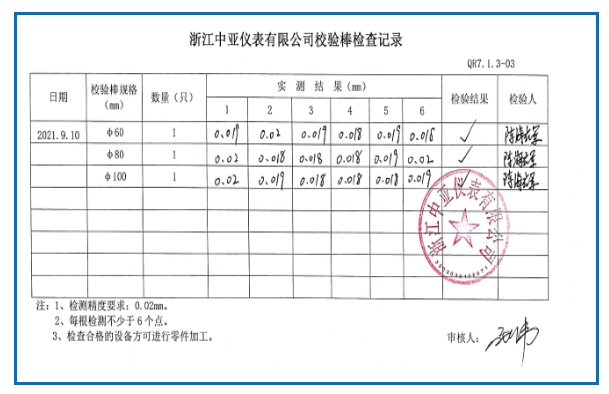
(图7)校验棒检查记录
7、修订《程序文件》和体系运行检查规定
《程序文件》中增加“生产部门应对基础设施、生产设备和生产设备能力进行控制,保证生产设备的能力满足工艺要求并处于正常工作状态”的要求,以减少和降低材料损失,同时,将设备的过程能力检查,纳入每月体系运行检查范围内。

(图8)修订程序文件

(图9)体系运行检查记录
8、细化和规范设备能力检查要求
细化和规范了用于加工关键零件的车床精度的检查项目、对定位精度检查、直线运行重复定位精度规定了检查要求,适时进行设备维修,确保设备能力满足加工要求。
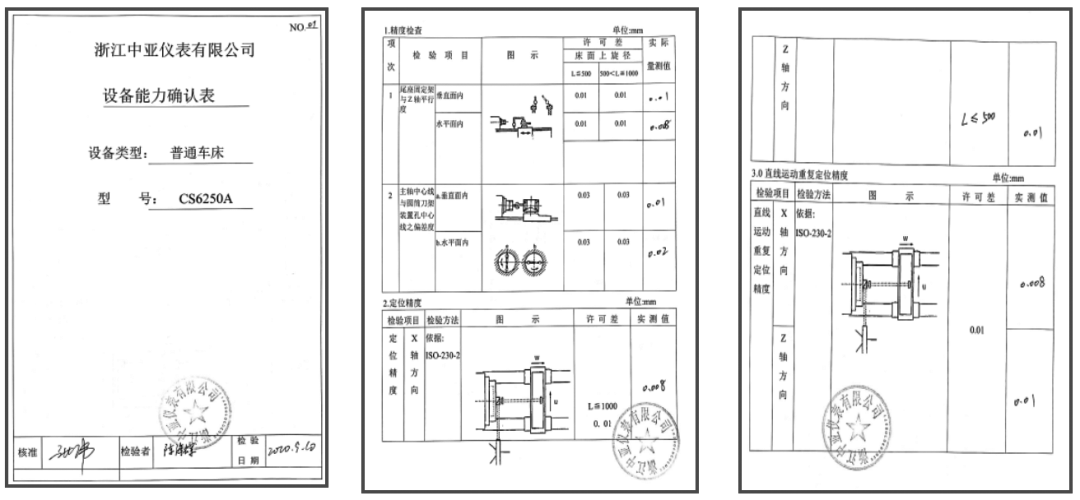
(图10)设备能力确认表
通过本次审核,使组织加深了对设备能力管理重要性的认知,对提高管理体系的运行绩效具有良好的指导意义,通过加强设备过程能力管理对环境管理体系运行绩效产生的相关影响,帮助组织认识到持续保持组织管理体系正常运行与设备管理的关联性,达到了增值审核的目的。
七、审核体会
作为长年从事认证活动的审核员,受审核方为我们提供了肥沃的成长土壤,我们应根植沃土,倍加珍惜每一次审核实践和自身提高的机会。通过卓有成效的审核,对受审核方提出改进要求,帮助组织提高企业管理水平和管理体系的运行态势,用付出赢得更多信任和尊重,把掌握的专业知识应用于受审核方,不断提高职业修养和审核技能,更好地服务于获证组织。
